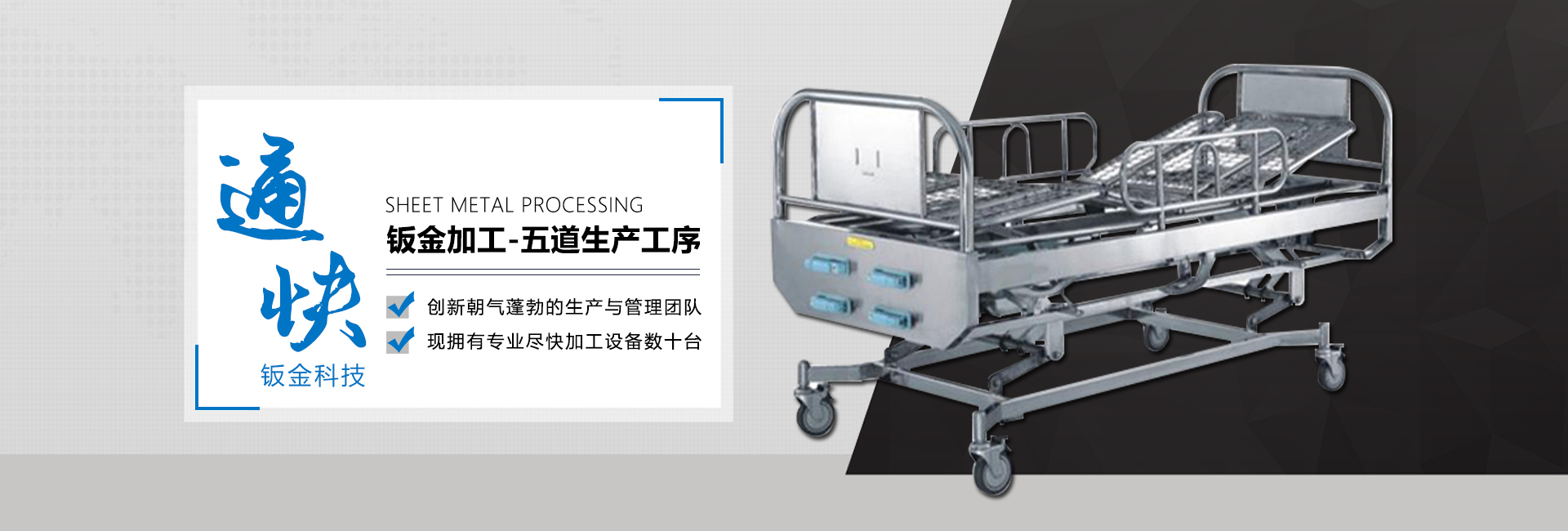





鈑金加工中出現沉孔不圓的有效解決方法
1、與存在尺寸變形的客戶溝通該問題發生的緣由,并提出新更改的進程流程、PFMEA和操作方案等;
2、擬定新技術、改善鈑金加工工藝流程,選用先套齒圈再精車,制作檢具,確保產品尺寸合格;
3、按技術進行機床夾具預備和調試,編制新的加工程序;
4、對新技術的加工狀況進行驗證,確保進程的繼續穩定性。






鈑金加工中的翻邊孔工藝
無預孔的翻孔:鈑金加工需要對邊緣部分的光滑程度進行控制,發現不整齊的現象要在合理尺寸內加強調控,確保所加工材料的質量,生產過程中采用自動化技術進行管理控制,如果出現不合理現象,通過系統調試能夠將誤差參數恢復正常。整體流程的控制將用戶使用需求放在首要位置,控制成本與周期的同時不可以對產品的終質量造成影響。要特別注意切割等加工工序的角度控制方法。

鈑金加工的表面應該這么處理才更好!
將床面擦抹干凈,去凈油污鐵屑后,將下模塊放在沖床臺面上;點動開車或手盤大輪,使滑塊至下死點紉入下模,調整連桿高度,使模具沖程合適;調整沖模間隙,保證周圍間隙一致;將下模塊壓板壓緊、壓平,墊鐵與底模盤要等高度,固要對稱;鎖緊連桿,檢查模具有無松動現象;進行試沖料,檢查斷面是否整齊、均勻、一致;按尺寸要求調整制板,定好垂直基準(前后)和水平基準(左右);了解到在加工中料要與制板靠緊,在底模上要放平; 沖孔、抹角時要注意加工方向,避免沖錯;加工完的零件應分類放置整齊并加以標識。




 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


