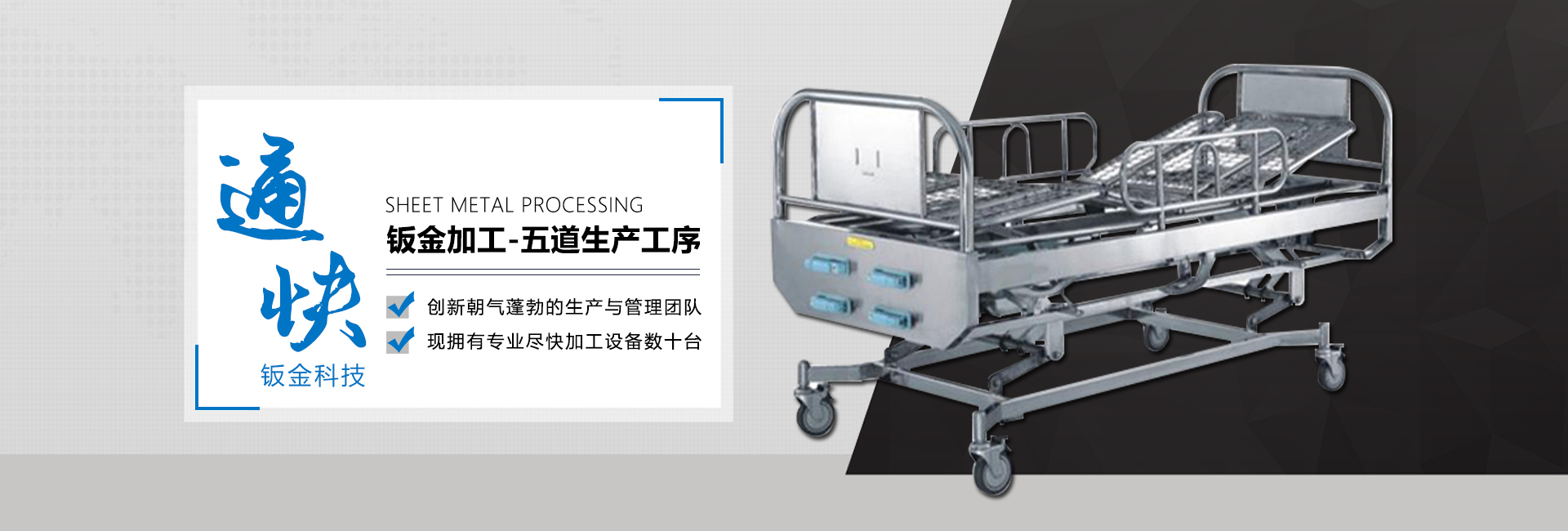





不銹鋼鈑金加工中所具有的優點
所謂的精密鈑金,一般它所展現出來的外觀也都是相對比較細小的,并且這些產品它們對尺寸的大小一般也都有著比較嚴格的要求。在使用的過程中,它所使用的方法一般也都是相對比較簡單的,只不過對于那些細小的部件來說,它們所采用的工藝以及加工的方式也都是不完全相同的,所以在加工時也就可以利用產品這一特點來選擇不同的方式進行加工,這樣才能達到加工的目的。






精密鈑金加工工藝特點
鈑金加工是針對金屬薄板(經常在6mm以下)一種綜合熱加工工藝,包羅剪切,沖裁,折直,焊接,鉚接,模具成型及輪廓措置懲罰等。多重折彎工藝在國內的箱體制造業已經比較普及。好處是省掉了傳統的加強筋。它有其設計與工藝上獨特的地方。從而達到產品質量高,制造成本低的目的。在實際工藝下,還需配合點焊。利用激光的切縫細,精度高的特點,一次切割(帶微連接),配合四次折彎,完成四個工件。突破了傳統工藝下的設計思想,達到了縮短工期,降低成本的目的。

鈑金加工中拉伸的注意事項
拉伸件之材料厚度,一般都考慮工藝變形中的上下壁厚不相等的規律。圓形無凸緣拉伸件一次成形時,高度H和直徑d之比應小于或等于0.4。拉伸件由于各處所受應力不同,使拉伸后,材料厚度發生變化。一般底部保持原來厚度,底部圓角處材料變薄,頂部靠近凸緣處材料變厚;矩形拉伸件四周圓角處材料變厚。在設計拉伸產品時,在圖紙上明確注明要保證外部尺寸或內外部尺寸,不能同時標注內外尺寸。



 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


